Tips for manufacturing production planning and scheduling with MES
MES software can aid in production planning by calculating automated sequences. It can also help on the work scheduling end through order processing.
Manufacturing execution systems (MES) software serves an important function in production planning by calculating automated sequences. In this excerpt from Chapter 5 of the book Manufacturing Execution Systems (MES): Optimal Design, Planning, and Deployment, find out how MES can also help on the work scheduling end through order processing.
Table of contents:
![]() Using MES software to improve supply management planning and optimization
Using MES software to improve supply management planning and optimization ![]() Tips for manufacturing production planning and scheduling with MES
Tips for manufacturing production planning and scheduling with MES
5.4 The Planning Process
5.4.1 Planning Objectives
|
||||
One task of an MES is to bring the orders transferred from the ERP system (generally a pool of orders for a defined time period with a fixed supply) into an optimal sequence using suitable algorithms. What the optimal sequence is depends on many frequently changing factors even within one production facility, owing to adjustments in company policy, for example. However, two important aspects are needed to varying extents in sequence planning of every production:
- The customer viewpoint, in which adherence to delivery dates and quality are at the forefront. The priority of the individual customer orders generally is determined by the production planner (order preparation). Rules for this can be entered in the MES.
- The cost-oriented viewpoint (e.g., optimization of setup costs, resources, and warehousing costs or a mixture of different factors) to minimize production costs. The optimal sequence of orders is determined by the MES according to internal rules.
An MES should use simulation to calculate and display different situations with regard to variants, quantities, and dates. Fully automatic sequence planning is possible for production processes with few boundary conditions and clear rules. For more complex planning processes, a decision on which variant is actually produced is made by the process-planning divisions based on suggestions.
5.4.2 The "Updated" Work Plan: Condition for Optimized Planning
Years of experience in the analysis of work plans have shown that a large number of targets (mainly planning times for production steps, setup, cleaning, etc.) differ significantly from the reality. The reason for this is that these targets are set at a particular point in time before the start of production (e.g., based on estimates and time studies) but are no longer checked for accuracy during the production itself. However, actual production times often change considerably through continual improvement processes.
An important requirement of the MES planning function can be derived from this: the MES should have a tool that compares the time targets from the work schedule with the actual times and then adjusts the target times. The work plan thus can be adjusted to reality by an automatic regulatory system, leading to more reliable and precise sequence planning.
Recording the actual times can be performed simply and costeffectively by means of a production data acquisition (PDA) system, which is often already present or should be a module of the MES. In these systems, order-related and thus article-related actual times are recorded. The statistically calculated average vales of these times then can be compared with the target times, and deviations can be analyzed.
5.4.3 Work Scheduling
In existing planning systems, we often encounter the error that all orders are processed in one order pool, resulting in unacceptable calculation periods when there is a large number of orders. In particular, trying to squeeze in a "priority order" can cause considerable problems because it is then no longer possible to reschedule within an acceptable time in order to have an executable plan for the current shift.
A suitable approach before the actual planning is to divide the quantity of orders into defined time periods (e.g., a day or calendar week), known as time containers. This approach leads to a better overview and shortens the calculation times for planning. In the simplest case, dividing the orders into the time containers can be done manually by order preparation.
The problem of sequence planning always arises when several orders compete for scarce production resources. It is therefore relevant to both order-oriented individual production and type and series production. Only with mass production, with its strongly specialized production facilities that are concentrated on a particular type of product, is operative sequence planning seldom necessary. The complexity of assigning tasks can be seen by viewing various boundary conditions. These are multilayered and are often contrary to the planning goal. Here is an overview of frequently occurring influencing factors:
- With regard to the customer order:
- Delivery date
- Delivery quality
- With regard to the product:
- Alternative work plans
- Alternative part lists
- Setup costs depending on the sequence
- With regard to the production process:
- Minimum or maximum intervals between the process steps
- Transport times
- Waiting times (e.g., cooling or maturing process)
- With regard to production resources:
- Current resource allocation
- Availability of means of transport and other resources
- Cleaning and maintenance times
- Availability of quality assurance resources (e.g., test stations, laboratory capacities, etc.)
Therefore, for the selection (and subsequently, the parameterization) of an MES, it is important to clarify these influencing factors. Only when these factors and their priority are clearly known can effective sequence planning be carried out, leading to an improvement of the entire production system.
For sequence planning for a larger order pool with the goal of meeting all delivery dates of customer orders (the delivery date is greatly significant compared with all other boundary conditions mentioned earlier and therefore is relevant for most production environments), the MES must ensure the following:
- Synchronization of the process chain by means of the parameters in the work plan to minimize processing time. This means, among other things, avoiding idle times and waiting times (e.g., minimizing storage costs for the production warehouse) while simultaneously considering resource requirements.
- Collision-free planning of an order pool in the respective time container, taking into account the specified priorities and rules for optimizing sequences.
5.4.4 Strategies for Sequence Planning and Planning Algorithms
In addition to the requirements shown thus far in this chapter, the algorithms used for sequence planning are the deciding factor. For simplification, we speak of an algorithm in this context, although the planning system may include a complex set of rules, a simulation system, or even an expert system with self-learning software components.
The use of simulation tools is essential for optimal planning. The reasons for this are obvious—simulation tools are already used in the factory-planning phase for coordinating machines, equipment, and logistics processes. As a result, the most important boundary conditions are mapped in these systems. The simulation tools for planning an order pool are different from those used in factory planning and product development. With the latter, the following parameters are emphasized: quantity, date, calendar, shift model, alternative machines, and variants.
The simplest variant of planning is the interactive control station. Here, planning is carried out on a classic planning board. The planning data transferred from the ERP system are imported and visualized graphically, and in the event of capacity overload of individual machines or equipment, capacity equalization is carried out through manually delaying orders. Thus no independent planning algorithm exists in the MES, but instead, the humans assume planning with all the advantages and disadvantages this entails. In particular, planning for preliminary products from in-house production mentioned earlier is difficult here because the entire process chain (and parts list) is not resolved by the MES.
In order to avoid this "emergency solution through manual delay," a planning algorithm must be able to resolve and synchronize complex process chains and to carry out collision-free planning of a time container with a large number of orders, taking resource availability into account. Changes to quantities, dates, or shift models are entered manually. The algorithm determines the rest. The planning result then is displayed, for example, as a Gantt diagram. This planning then is contrasted in turn with actual production data.
Gantt Diagram
A Gantt diagram, or bar chart, is an instrument of project management named after the analyst Henry L. Gantt (1861–1919) and represents the chronological order of activities in a graph in the form of bars on a time axis.
In contrast to a network plan, the duration of the activities in a Gantt diagram is clearly visible. One disadvantage of the Gantt diagram is that the dependencies between activities can be displayed only in a limited manner. This, in turn, is the strength of the network plan. [SYSKA 2006]
5.4.5 Forward Planning/Reverse Planning/Bottleneck Planning
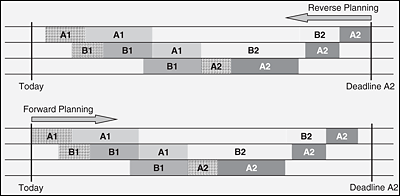
For the optimization-based planning of orders, there are different strategies that are described briefly here. The appropriate strategy should be selected depending on the initial situation and boundary conditions (Fig. 5.3). The individual production orders consist of subassemblies A1 and A2 and B1 and B2, respectively. The hatched areas represent setup processes of the respective production steps.
Normally, the strategy of reverse planning is used. If the process chain for fulfilling an order extends into the past, a planning system must switch automatically to forward planning.
In forward planning, the MES is provided with the earliest possible production start based on the material resource planning (MRP) run (verification of material availability). Planning is carried out based on this date and beginning with the lowest production level (secondary requirements). All necessary production steps are scheduled moving forward in time. However, this is not always the suitable method. If the final product is finished too soon, higher warehousing costs may arise owing to the added value of the end product, and it is also possible that raw materials used could have been better directed to an urgent order.
If the customer has been given a delivery date, or if it is possible to deliver only on certain dates, for example, because of shipping schedules, reverse planning of the production order is recommended. In this case, planning is done based on the finish date of the production order with the highest production level (primary requirements). Here, the individual production steps are scheduled using reverse planning. Often, production steps for different products arise that all must be carried out on a particular machine. In this case, bottleneck planning is carried out based on the bottleneck resource. The production steps are scheduled using a combination of forward and/or reverse planning.
5.4.6 Collision-Free Planning of a Time Container
In the production industry, planning an individual order tends to be the exception. Generally, there are a large number of orders that need to be fulfilled "simultaneously" as per the requested dates using limited resources and capacities.
Here, the aim is to find or calculate an optimum for the sequence, cycle times, and storage costs. The calculation algorithm must be capable of planning the sequence according to priorities and rules without collisions and with minimal gaps.
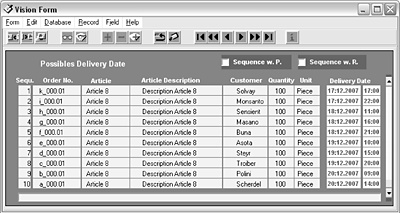
Collision-free calculation with a manually established sequence of individual orders requires more effort from the planning algorithm. Every order consists of various operations, and the MES therefore must schedule a large number of operations. Then a possible delivery date can be stated for every customer order. The speed of the calculation depends largely on the number of operations to be planned in the time container. For this reason, it is advisable to consider the shortest possible periods of time. If the planning period of a time container has expired, open orders must be listed in order to move these into the next time container.
In accordance with the parameter settings made and the sequence method, an algorithm determines collision-free planning with minimal gaps and exact delivery dates. In the example, 10 orders for the same article with a quantity of 100 pieces and the availability date 20/12/2007 at 14:00 are placed in the time container. The planning algorithm calculates the individual delivery dates of the 10 orders based on the planning strategy selected; these are provided as an overview (see Fig. 5.4).
5.4.7 Setup Optimization and Warehousing Costs
The result of the planning also should include an exact determination of planning costs that takes not only the calculation of direct costs but also the allocation of overhead and warehousing costs related to the product into consideration. This calculation should show how a sequence optimization affects setup costs and, in parallel, storage costs. A complete MES should include this function. For example, it could be that the savings achieved through setup optimization increase the warehousing costs to such an extent that setup optimization is not practical. Such and similar situations should be clarified by the MES in order to show the responsible parties the most economical alternatives.






