Top 10 examples and use cases of IoT in manufacturing
Industrial IoT enables real-time automated decision-making in manufacturing, transforming operations using predictive maintenance and digital twins for greater efficiency.

Manufacturers are adopting various technologies to transform their operations, with the collection of technologies that make up the internet of things being some of the most crucial digital components driving their transformations.
IoT enables organizations to collect and analyze data for more accurate, faster and automated decision-making; often, the goal is to have that decision-making occur in near real time without human intervention.
IoT comprises the following key technologies:
- Sensors and other endpoint devices that collect data, such as temperature and vibration readings.
- Networks that transmit data from those endpoints to computing resources that can analyze, act on and store that data for further analysis.
- Compute power, including on-premises servers, cloud computing and edge devices, which are specifically designed to process data close to the endpoints.
IoT is often referred to as industrial IoT (IIoT) when used in manufacturing.
The "2025 Smart Manufacturing and Operations Survey" from professional services firm Deloitte, which surveyed 600 executives from large manufacturing companies with headquarters or operations in the U.S, found that 46% of respondents use IIoT.
Many more, however, plan to adopt IIoT: A survey report titled "Expanding Industrial IoT Systems in 2025" from tech company HiveMQ, in collaboration with IIoT World, found that 70% of organizations were actively developing or deploying IIoT strategies.
Examples and use cases of IoT in manufacturing
Here are 10 top IoT use cases in manufacturing, with examples of how manufacturers use IoT to transform their operations.
1. Predictive maintenance of assets
This is one of the oldest and most common uses of IoT in the industrial sector, including manufacturing.
Sensors on equipment collect data about machine usage and health and send that data to computing resources, which then analyze the data along with other information -- such as data provided by the machine manufacturers -- to accurately determine when the machines need servicing before problems or breakdowns occur.
This use of IoT helps manufacturers schedule maintenance at optimal times.
2. Remote control of production processes
Similarly, manufacturers can remotely monitor operations by analyzing data taken from sensors on machinery. Manufacturers then can use that analysis not only to make adjustments as operations are happening but to do so remotely, too.
For example, when the analysis indicates a problem with a specific machine, the manufacturer can use the interconnected devices to shift work away from that machine and distribute it to others instead. This capability helps manufacturers prevent or limit production downtime.
3. Operational efficiency through automation
Manufacturers can add automation to their IIoT environment by programming devices to take action when specific predetermined measurements and/or preset thresholds are hit.
For example, manufacturers can program machines to automatically shut down if video sensors detect an object or human getting too close to them or if a connected temperature gauge hits a certain reading indicating dangerously high heat.
4. Safety enforcement and improvements
The automation examples show how IIoT also improves safety in manufacturing facilities. Manufacturers can use sensors to measure and monitor the environment in numerous ways, gathering data on temperatures, air quality, humidity and noise volume.
Analytics programs can then determine whether that data indicates a potential safety problem and, if automated, trigger remediations, alarms or shutdowns -- and it can typically do all that in mere fractions of a second.
5. Inventory management improvements
RFID tags and other endpoint devices can help track inventory as it moves from receiving to storage and into production, giving a manufacturer real-time visibility into current inventory levels as well as what inventory is where and in what stages of production.
Such data can then be combined with data from other endpoints in the manufacturing facility, such as data indicating production line capacity, as well as with data from corporate management systems, such as order management systems, to more effectively manage inventory levels.
IIoT also helps with loss and theft prevention by giving manufacturers accurate, real-time visibility into their inventory.
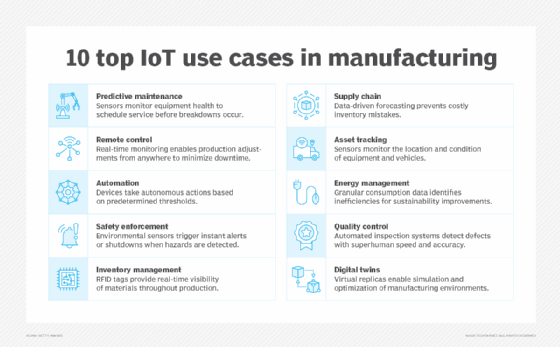
6. Supply chain optimization
Manufacturers use real-time inventory tracking, IoT-enabled production line monitoring and data from demand forecasting systems to optimize their supply chains.
This lets them more accurately determine what supplies will be needed when, preventing overordering or excess inventory, as well as ordering too little or too late to meet demand -- all of which can be costly mistakes.
7. Asset tracking, including fleet management
RFID tags and sensors can track more than inventory: They can also track various assets, including fleets of vehicles, and provide real-time visibility into their locations, use patterns and conditions.
This data enables manufacturers to manage their assets more effectively and efficiently.
8. Improved energy management and sustainability
Endpoint devices can measure various resources, including energy, water and waste. Analyzing data from these devices also offers a detailed view of consumption patterns, such as whether one machine uses more energy than another of the same type, so that adjustments can be made to improve energy efficiency.
Manufacturers use data gathered from the various points in their connected environment to identify inefficiencies, determine the reasons for those inefficiencies and implement remediations to cut waste and improve their sustainability.
9. Quality control
Sensors that measure a product's dimensions and technologies, such as computer vision systems, can gather data for analytics and machine learning programs to identify defects in real time as part of automated inspection systems.
These systems can work at a scale, speed and accuracy level that humans can't match, giving manufacturers a huge boost in their quality control capabilities.
10. Digital twin enablement
A digital twin is a virtual representation of a real entity, such as a manufacturing production environment or the actual physical product the manufacturer makes. Organizations use digital twins to monitor, control and optimize systems; run simulations that show how changes in one part of the environment can affect other areas; innovate; and more.
According to the 2024 article "Digital twins: The next frontier of factory optimization" from McKinsey & Company, a global management consulting firm, "In fast-paced, continuous operations, factory digital twins -- real-time virtual representations of the factory -- provide manufacturers with the ability to support faster, smarter and more cost-effective decision making. They can deepen manufacturers' understanding of complex physical systems and production operations, optimize production scheduling, or simulate 'what-if' scenarios to understand the impact of new product introductions, for example."
To create and use digital twins, organizations need vast amounts of data from their environments and a connected real-world environment to implement the changes tested in them -- which is why IIoT is integral for digital twin enablement.
Future of IoT in manufacturing
At its core, IIoT gives manufacturers increased visibility into their environments -- no matter how large or dispersed they might be -- and enables them to make real-time, often automated decisions. Those decisions enable more efficient, more sustainable and safer operations as well as higher-quality output.
According to the "2024 State of IoT Adoption Report" from IoT services provider Eseye, manufacturers identified the top benefits of their IIoT investments as increased revenue, support in achieving sustainability goals and a competitive advantage.
Now manufacturers are incorporating AI into more of their operations and IIoT environments, creating smart factories that are expected to become increasingly more efficient and effective.
As Deloitte noted in its "2025 Smart Manufacturing and Operations Survey," manufacturers are showing "widespread and growing confidence that smart manufacturing and operations will be an indispensable factor in productivity and enterprise growth." The survey found that 92% of respondents "believe smart manufacturing will be the main driver for competitiveness over the next three years."
Mary K. Pratt is an award-winning freelance journalist with a focus on covering enterprise IT and cybersecurity management.