Guide to supply chain management
Wars and pandemics offer stark evidence of how global supply chains can break apart. Effective supply chain management can restore order -- and maintain it in normal times.

The products of the modern economy are manufactured and distributed by what is arguably the most far-reaching and complex system ever built. A global network of supply chains brings us everything from the packaged goods and produce that fill supermarket shelves to the semiconductor chips that run our smartphones and lumber, steel and concrete for new construction.
It took the worldwide health crisis of the COVID-19 pandemic to make people realize just how fragile -- and critical -- these global supply chains are. The chaos that resulted from shut-down factories, clogged ports and sluggish shipping made supply chain a household term and supply chain management the top priority at many companies. That hasn't changed in the aftermath of the pandemic.
Supply chain management, or SCM, is a broad field that encompasses all the processes, systems and strategies for optimizing a product's creation and distribution. Its many facets include demand planning, inventory management, logistics, procurement and supplier management. Developed as a manual paper-based process more than century ago, when early 20th-century industrialists sought to optimize manufacturing, supply chain management is now tied inextricably to 21st-century technology. But the pandemic exposed how technology can actually cause supply chain failure if it can't be counted on to deliver accurate data in a fully integrated system.
This comprehensive guide to SCM explains the essential terminology, processes, trends and challenges you need to understand to ensure that supply chain technology rises to the challenge. As you read this overview, click on the hyperlinks for more in-depth information and expert advice on the key topics.
Supply chain management steps
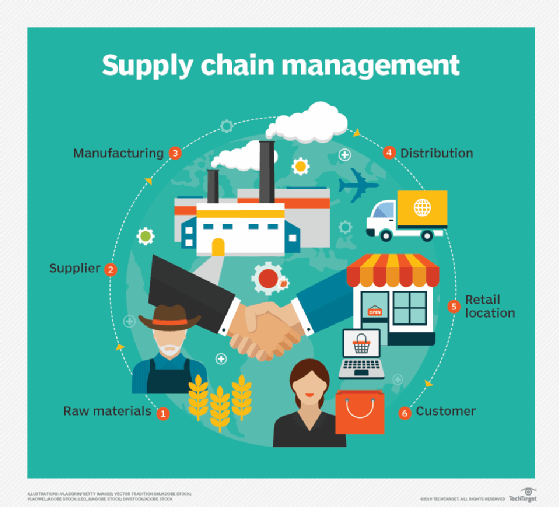
Each major phase of a product's movement through the supply chain, from materials to production and distribution (see Figure 1), has its own distinct business processes and disciplines. Most of the processes are now usually handled in specialized supply chain management software.
Here is a step-by-step description of what goes into supply chain management.
1. Demand planning
The SCM process starts with figuring out what products customers want. These activities are the early stages of supply chain planning, traditionally considered one of the two overarching categories of SCM along with supply chain execution.
The first step in supply chain planning is demand planning. It's a process for gathering historical data, such as past sales, and applying analytics and statistical modeling to create a forecast, or demand plan, that the sales department and operational departments such as manufacturing and marketing can agree on. The forecast determines the types and quantities of products to be manufactured. Getting the forecast right is critical for avoiding costly problems, such as the bullwhip effect, in which small fluctuations in retail demand are magnified further up the supply chain, leading to significant inventory shortages or surpluses.
Some companies perform demand planning as part of a formalized process called sales and operations planning (S&OP), an iterative process of gathering data, formulating demand plans and production plans, reconciling the two and obtaining management approval. Some companies include S&OP in a broader process called integrated business planning (IBP) that incorporates plans from different departments into a single companywide plan.
2. Production planning
In the next major step, production planning, the company nails down the specifics of where and how the products called for in the demand plan will be manufactured. A more fine-tuned variation called advanced planning and scheduling (APS; alternatively, APO for optimization) seeks to optimize the resources that go into production and make them more responsive to changes in demand. It is typically automated in specialized software.
3. Material requirements planning
MRP is a process dating back to the 1960s that most manufacturers use to ensure sufficient materials and components, such as subassemblies, are available to use in the manufacturing process. It involves taking inventory of what's on hand, identifying gaps and buying or making the remaining items. The central document in both MRP and production planning is the bill of materials (BOM), a comprehensive list of the items needed to make a product.
MRP is sometimes part of manufacturing resource planning (MRP II), which broadens the MRP concept to other departments, such as HR and finance. MRP and MRP II were the predecessors of enterprise resource planning (ERP), which is designed to integrate the major business processes of a company. ERP software has become integral to SCM as the rise of cloud ERP has made it easier for supply chain participants to share data over the internet.
4. Inventory management
Inventory management consists of various techniques and formulas for ensuring adequate supply -- from raw materials in a manufacturing plant, perhaps managed in an MRP system, to packaged goods in a retail store -- for the least expenditure of time and resources.
Manufacturers are faced with a variety of inventory management issues, many of which involve coordinating demand planning with inventory at various stages of the production process. For example, sometimes MRP leads to surplus inventory and the manufacturer must work to synchronize the MRP process with the inventory already on hand.
5. Procurement
Sometimes called sourcing, procurement is the process of finding suppliers for goods, managing those relationships and acquiring the goods economically -- along with all the necessary communication, such as sending out requests for bids, and paperwork, including purchase orders and invoices. It is a major area of supply chain management, given how much is bought and sold at all points along the chain. Most players in the supply chain -- suppliers, manufacturers, distributors and retailers -- have dedicated procurement staff.
Strategic sourcing is a more sophisticated type of procurement that aims to optimize the sourcing process by taking advantage of a company's consolidated purchasing power and aligning it with business goals.
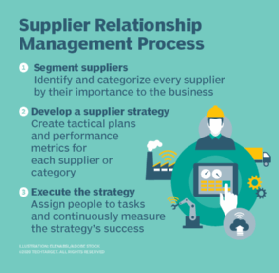
Supplier relationship management (SRM), in contrast, addresses sourcing issues by focusing on the suppliers the company deems most critical to success and systematically strengthening relationships with them while fostering optimal performance. Figure 2 shows the SRM process in brief.
6. Logistics
Logistics covers the transportation and storage of goods, from the delivery of parts and raw materials to manufacturers or processors, to the delivery of finished products to stores or directly to consumers. It also goes beyond that for product servicing, return and recycling -- a process called reverse logistics. Inventory management is threaded throughout logistics.
Importance of supply chain management
Effective SCM -- or lack thereof -- can have a significant impact on companies, individuals and society.
SCM typically improves customer service and ensures customer satisfaction by making sure the right products are available on time at the right locations. By increasing customer satisfaction, companies can build loyalty, which usually leads to more sales over the long term.
SCM can also reduce operating costs by cutting expenses on purchasing, production and the entire supply chain. Lower costs improve a company's financial position by increasing profit and cash flow. Furthermore, following supply chain management best practices can minimize overuse of large fixed assets, such as warehouses and vehicles. For example, SCM enables supply chain experts to redesign distribution networks to maintain customer service levels with fewer warehouses.
SCM's impact extends well beyond a company's bottom line. It can help ensure human survival by improving healthcare and protecting people from climate extremes. People rely on supply chains for necessities, such as food, water and medicine. Supply chains are also vital to the delivery of electricity to homes and businesses, providing the energy needed for light, heat, air conditioning and refrigeration.
SCM can mitigate the environmental impacts of supply chains by, for example, optimizing energy use in transportation, identifying raw materials that can be sourced the most sustainably and minimizing agriculture's negative effects on soil and water.
SCM can also improve the quality of life by fostering job creation, providing a foundation for economic growth and improving standards of living. It provides a multitude of job opportunities, since supply chain professionals design and control many supply chains and manage the labor-intensive functions of inventory control, warehousing, packaging and logistics.
Furthermore, a common feature of most poor nations is their lack of developed supply chains. Societies with strong, fully developed supply chain infrastructures -- such as large railroad networks, interstate highway systems and an array of airports and seaports -- can efficiently exchange goods at lower cost. That enables consumers to buy more products, thus fostering economic growth and increasing the standard of living.
Levels of supply chain management
Some experts find it helpful to divide SCM into three broad levels that distinguish its functions and help ensure that it serves business goals: strategic, tactical and operational.
Strategic SCM takes in the entire scope of a company's supply chain network and processes. It addresses the major long-term elements in a comprehensive strategy, including the type and number of facilities, technologies and suppliers.
The tactical level nails down the specific means of executing the strategy, be they production schedules, logistics processes, contracts or software applications. Time horizons are shorter than in strategic SCM. This is where standards and best practices are identified for key deliverables, such as customer service, efficiency and cost.
The operational level encompasses the daily operations of SCM. Forecasting, production scheduling, shipping and invoicing are typical operational tasks.
Some observers say the globalization of manufacturing has turned SCM into a mostly strategic function, as longer and more complex supply chains present challenges and opportunities that require much more planning and analysis. In this view, the tactical and operational levels mostly focus on logistics. Value chain analysis, a method for ensuring that each step in the production process adds value, can help bring the three levels into alignment.
However they are viewed, the three levels strongly influence each other. A strategy is just an idea if it isn't translated into tactics and operations. Conversely, operational decisions and tasks can be wasteful, ineffective or risky if they conflict with the organizing principles of the tactical level and the larger goals and mechanisms of the strategy.
This three-level SCM approach is critical in building supply chain resilience for handling disruptions such as hurricanes, earthquakes, wars and pandemics. For example, the unavailability of supplies that would normally ship from affected areas usually require manufacturers and retailers to forego the cost savings from just-in-time manufacturing and instead give priority to making more inventory and storing it closer to customers.
Read more on value stream analysis
Examine the differences between value chain and supply chain
Compare value chain to value stream
Goals of SCM
As SCM has matured and the technology that powers it advances, its importance to businesses operations keeps growing. The goals companies hope to achieve by using supply chain management to optimize the flow of goods and materials include the following:
- Cost savings from acquiring goods and services as cheaply as possible and minimizing expenses on capital goods, such as inventory, facilities and equipment.
- Efficiency from avoiding waste and duplication.
- Increased revenue from meeting higher levels of demand with sufficient supply.
- Profit gains from lower costs and higher revenue.
- Better customer satisfaction from matching supply to demand and delivering the products consumers want.
- Quality improvements from sourcing better materials, avoiding production errors and incorporating customer feedback.
- Stability from effective supply chain visibility, risk management and collaboration.
- Business sustainability from more efficient and environmentally friendly use of natural resources.
Advantages of SCM
Besides helping companies reach the usual goals of SCM, the improved efficiency, coordination and quality that come from mastering the planning, execution and control of supply chain processes can produce secondary advantages, including the following:
- Better relationships with suppliers, distributors and retailers.
- Improved brand image.
- Environmental sustainability.
- Improved cash flow.
- Safer products and services.
- Lower overhead.
- Improved accountability and compliance.
- More innovation.
Challenges of SCM
Because SCM is inherently complex, it is difficult to execute at a consistently high level. Thus, complexity itself is the biggest challenge facing practitioners, who are also challenged by not having enough information, technology, labor, skills, time and resources to stay on top of every area of supply chain management. New products and expanded product options create pressure to find new suppliers. The growth in omnichannel commerce, especially direct-to-consumer channels, calls for deploying new systems, which could disrupt the reliability of traditional channels such as wholesale.
The following are among the other major challenges identified by supply chain managers:
- Capacity and resource availability. Managers worry they won't have enough people, facilities, IT capabilities and other resources to support growth.
- Talent. Hiring or retaining industrial engineers and other supply chain professionals is a major concern.
- Threats. There are myriad risks from natural disasters, the failure of key suppliers, rogue employees who cause supply chain disasters, product recalls and inadequate planning for business continuity.
- Compliance. Fast-changing product regulations, international trade rules and inconsistent customs enforcement make compliance demands too numerous and complex to manage well.
- Cost and pricing. Downward price pressure in industries such as healthcare, pharmaceuticals and raw commodities puts pressure on suppliers to minimize their costs.
- Volatility. Sharp changes in supply or demand -- or both at the same time -- can strain supply chains and create new challenges, such as shortages, delays, surpluses, spoilage and price gouging, to name only a few.
History of supply chain management
While its earliest roots go back to the pioneering industrial engineering research of the early 1900s, modern SCM is generally regarded to have started with operations research that was done to solve the complex military logistics problems of World War II. Research in the postwar years began to tackle how to optimize the mechanical and physical aspects of material handling and warehousing to make them less labor-intensive. Trucking was added to the mix, creating a unified discipline for managing distribution.
Manual records and calculations began to be more automated with the wider availability of computers in the 1960s and 1970s. Researchers could now use a software system to test their theoretical models and calculations to optimize inventory and truck routes.
When personal computers exploded on the business scene in the early 1980s, logistics planners soon had electronic spreadsheets and maps at their disposal and began to design entire supply chains. Computer control of material-handling machines -- such as conveyor belts -- debuted, and algorithms were now used in airline scheduling. Much of this operations management and logistics research made its way into commercial use as corporate executives began to see the importance of optimizing logistics management and hiring specialists for the work.
All this time, MRP had been developing on a separate track, becoming a standard tool of manufacturers that was usually managed in software. When ERP software became popular in the 1990s, manufacturers and distributors now had a digital system with process integration that unified logistics, production management, MRP and financials on a single database. APS and other modules were added to make ERP suites comprehensive systems for automating most of SCM.
COVID-19 drove home the importance of supply chain risk management
Few events brought as much volatility as the COVID-19 pandemic did to both ends of the supply chain and nearly every stage in between. The disruptions caused by the pandemic exposed the risks lurking beneath the surface of modern supply chains. Consumers saw how easily the world's intermodal shipping system can collapse if one mode of transportation bogs down or fails. Companies learned hard lessons about offshoring too much of their manufacturing and over-relying on a handful of suppliers.
In response, they've started nearshoring more manufacturing in facilities closer to home and diversifying their supplier bases. Agriculture companies and local distributors now emphasize geographic diversity in suppliers and give more weight to availability when planning their product selection. Companies are also showing renewed interest in supply chain risk management tools and strategies.
The fallout from COVID-19 also elevated other supply chain risks that often are ignored. Privacy and security, for example, have grown in importance as more supply chains become digitized. The challenges of managing cybersecurity risks are acute because supply chains can involve thousands of participants, including local suppliers working from remote network endpoints that can be entry points for hackers to attack the global supply chain network.
With more products from farm tractors to factory robots increasingly equipped with live connectivity and IoT sensors for their manufacturers' product-as-a-service offerings, the number of endpoints is growing exponentially. Extending the digital supply chain, normally seen as a good and essential thing, comes at a steep cost.
SCM software and tools
Besides SCM suites, which are available as standalone products or as part of ERP suites, there are numerous niche products and ERP modules for the most common SCM processes, including APS, demand management, inventory management, MRP, production planning, procurement and sourcing, S&OP and SRM. In addition, some vendors offer order management systems designed to integrate the workflow of customer orders from receipt to fulfillment and payment.
While many ERP and SCM suites come with logistics features, especially warehouse and inventory management, many companies opt for specialized logistics software -- two kinds in particular:
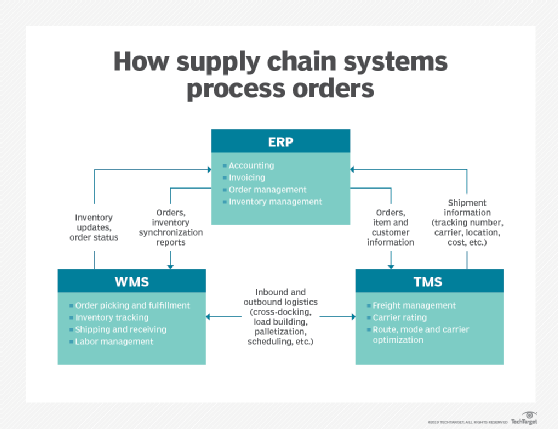
- Transportation management system. A TMS is essentially a repository of detailed information about shipping carriers that enables users to plan, execute and track shipments.
- Warehouse management system. A WMS is software for managing the many processes involved in moving goods through warehouses, such as inventory tracking, receiving and putaway.
Figure 3 shows how ERP, WMS and TMS software coordinate order processing and delivery.
Usually, there is a small set of important tools that work alongside the SCM software. The ERP or SCM suite typically has its own reporting module for collecting information and presenting it in readable form. Separate business intelligence (BI) and analytics platforms, which work with nearly every type of business software, give users more sophisticated tools to find and analyze information about their supply chains.
Increasingly, though, analytics is embedded throughout the SCM suite and doesn't require accessing a separate BI tool. There has also been a strong drive to deploy specialized supply chain analytics software to find patterns in the information in orders, shipments and other data sources to improve the accuracy of demand planning and make supply chains more responsive and efficient.
Most recently, vendors of SCM software have been adding tools to support the environmental, social and governance (ESG) strategies of customers, including the push for more sustainable supply chains. ERP and SCM suites increasingly have options for monitoring and reporting carbon emissions, tracing the sources of raw materials and controlling energy use in corporate facilities. A new category of carbon accounting software helps with meeting stringent regulatory requirements, such as reporting the Scope 3 emissions of suppliers.
Emerging technologies in SCM
Other technologies -- especially big data, predictive analytics, AI, IoT, robotics and autonomous vehicles -- are increasingly being used to help solve such modern challenges as supply chain risk management and sustainability. Most of these emerging technologies have the common goals of making it easier to gather more detailed supply chain data and analyze and act on it quickly. If these technologies take hold, future supply chains will be largely automated, transparent and perhaps resilient enough to withstand the next pandemic.
Here are three examples of how emerging tech can help protect and sustain supply chains:
- IoT logistics technologies aid transparency and traceability in food quality and safety by using sensors to monitor the temperature of perishable food in transit. Predictive analytics, augmented by the machine learning and natural language processing capabilities of AI, can anticipate problems and sometimes address them without human intervention.
- Blockchain, a distributed electronic ledger, can guarantee the accuracy and ownership of documents used in supply chain logistics and the millions of other documents exchanged in supply chains every day. Many of the early blockchain supply chain use cases involve improving traceability in the sourcing of raw materials and crops.
- Digital twins are another emerging technology that could improve agility and help manage risk in supply chains. Defined as digital representations of a thing, person or process, digital twins are initially being used -- starting in the product development stages -- to manage data about and maintenance of expensive equipment, such as mining trucks and factory assembly lines. They could also improve product data management (PDM) and make that data more useful in supply chains. Some companies are working on digital twins that model their entire supply chain and use prescriptive analytics to alert people to problems. Digital twins also serve as data brokers between IoT sensors and the ERP and SCM software.
Globalization in SCM
Most supply chains are global, since it's rare for both the demand and supply sides to exist entirely in one country or even on one continent. Global interdependence is the norm and is all but certain to continue despite disruptions such as wars and pandemics that break some links in the chain.
Major shifts have occurred in the decades since the globalization of manufacturing took off in the 1990s. Factories have mostly moved from North America to the Far East but some have started to return. Consumer markets have exploded along with growing economies in China and various developing nations, representing a shift in the demand side and yet another reverse in direction of the flow of manufactured goods.
Globalization makes supply chain sustainability, resiliency and visibility all the more essential, and networked SCM technology will be the primary means of achieving them. You might say modern supply chains couldn't exist without the digital technologies to manage them.
David Essex is an industry editor who covers enterprise applications, emerging technology and market trends, and creates in-depth content for several TechTarget websites.
Executive editor Diann Daniel contributed to this guide.