Free DownloadA guide to artificial intelligence in the enterprise
This wide-ranging guide to artificial intelligence in the enterprise provides the building blocks for becoming successful business consumers of AI technologies. It starts with introductory explanations of AI's history, how AI works and the main types of AI. The importance and impact of AI is covered next, followed by information on AI's key benefits and risks, current and potential AI use cases, building a successful AI strategy, steps for implementing AI tools in the enterprise and technological breakthroughs that are driving the field forward. Throughout the guide, we include hyperlinks to TechTarget articles that provide more detail and insights on the topics discussed.
Manufacturers are moving from AI experimentation to practical use cases that improve productivity, product quality, maintenance and supply chain decision-making.
Manufacturers were slower than some industries to adopt digital technologies, a gap that became more visible during the COVID-19 pandemic as companies faced supply chain disruptions and shifting operational demands. Chief production officers, CSCOs and other C-suite members who focus on manufacturing should learn about the most common AI use cases for manufacturing to determine whether any are a good fit for their companies.
The pandemic "really exposed the lack of [digital] investments they've made over time," said Sachin Lulla, industrials and energy transformation leader at EY Americas. Companies grew through acquisitions, piling up legacy debt applications that were never integrated -- "and they obviously paid the price for it,'' he said.
Now, Lulla said EY is seeing "a massive shift" in how manufacturing companies are thinking about digital and, more importantly, how they are thinking about having a digital and AI strategy that has "a clear ROI/business case."
AI becomes a board issue
With the blockbuster debut of ChatGPT, AI has become a board-level priority for manufacturers -- a trend reflected in the growing frequency with which manufacturing clients are contacting EY for guidance on AI, Lulla noted.
Every board is now asking CEOs, 'Do we need a strategy that leverages AI?' Our advice is ... an AI strategy should be linked to overall business outcomes, and every use case must have a clear business case before you pursue it.
Sachin LullaConsulting industrial products sector leader, EY Americas
"Every board is now asking CEOs, 'Do we need a strategy that leverages AI?'" Lulla said. "Our advice is: They don't need an AI strategy -- they need a digital and AI strategy that are in agreement. An AI strategy should be linked to overall business outcomes for the company, and every use case must have a clear business case before you pursue it."
Sachin Lulla
Transformative power of generative AI in manufacturing
Manufacturers are paying attention to AI, particularly to the potentially transformative power of generative AI (GenAI), the technology underlying ChatGPT and other AI-powered assistants.
According to ABI Research, the manufacturing industry's investment in GenAI will generate "additional revenues with a significant spike of $4.4 billion from 2026 to 2029. By 2033, revenue added from the use of GenAI in manufacturing will reach $10.5 billion," the firm said.
The top reason cited by global manufacturers to use GenAI, according to a 2024 survey by ABI, is to identify the root cause of production issues faster than currently possible, followed by the "faster creation of work instructions" and "improved workforce coding skill."
AI and digital technologies -- combined with higher employee skill levels -- are already giving the sector a jolt, according to McKinsey. The firm said growth in the U.S. manufacturing sector was stuck at 1.4% over the past two decades: "More recently, AI, digital technologies, sustainable features and higher skills have reinvigorated the market: Over the past five years, U.S. industrials companies have generated total shareholder returns about 400 basis points higher than in the previous 15 years."
McKinsey also predicted that generative AI has the potential to make a big difference in several areas of manufacturing, including planning, productivity by using root cause analysis to predict failures and reduce defects, and delivery by helping to get products to customers on time and communicating with them via AI chatbots. "Paired with digital twins, GenAI can create warehouse designs and production scenarios faster,'' the consulting firm said.
Reece Hayden
Still, it's important to note that manufacturing remains in a relatively early AI deployment stage, stressed Reece Hayden, senior analyst at Verdantix, including in the area of generative AI, where, at present, "the only realistic applications for GenAI are currently in the back office with human oversight," he said.
"As the ROI [from AI tools] becomes clearer, the technology matures and manufacturers accelerate digital transformation strategies, these models are increasingly being deployed to support a variety of back-office and even operational use cases," he said.
AI use cases in manufacturing
Manufacturers are applying AI across both operational and back-office workflows, with the strongest early use cases often focused on productivity, quality, documentation and forecasting.
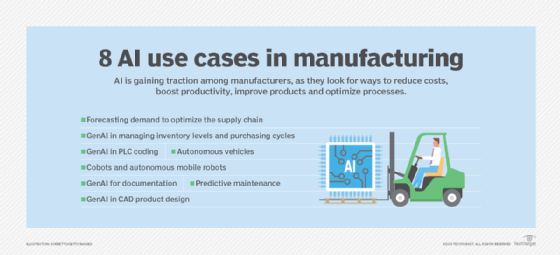
Specific use cases of AI in manufacturing for CPOs, CSCOs and other C-suite members to look into include the following.
1. Cobots and autonomous mobile robots
Collaborative robots (cobots) and autonomous mobile robots, or AMRs, have already been adopted by manufacturers to enhance and complement the workforce, while reducing errors, increasing speed to value and improving quality, according to Rockwell Automation's "9th Annual State of Smart Manufacturing" report. Some 85% of respondents have already invested or plan to invest in AI/ML in these areas this year.
Amazon has deployed hundreds of thousands of robots working in tandem with employees, including a robotic system called Sequoia. Amazon says Sequoia can identify and store inventory at fulfillment centers up to 75% faster and reduce order processing time through a fulfillment center by up to 25%, improving shipping predictability and increasing the number of products available for same-day or next-day shipping.
Drones are also gaining traction in the manufacturing sector, according to ABI Research.
James Iversen
2. GenAI in PLC coding
Manufacturers that are "extremely digitally mature" are adopting GenAI for programmable logic controller (PLC) coding, said James Iversen, PTC CXC at PTC.
"With any use case, a company must have correct data inputs and employees who understand the risks of using GenAI," he explained. Not many smaller manufacturers have the right apps, data streams and outputs, he added.
Even at sophisticated companies, GenAI must be scrutinized, Iversen warned. "When GenAI writes code for PLCs, it has to be double-checked and triple-checked by coders to make sure there are no hallucinations and it is not adding lines of code that are completely irrelevant."
Siemens and motion tech company Schaeffler have collaborated on Industrial Copilot to help Schaeffler's automation engineers generate code faster for PLCs and reduce time, effort and the probability of errors. The PLC code is generated through natural language inputs.
ABI Research's aforementioned "The State of Technology in the Manufacturing Industry" survey found that 52% of U.S.-based manufacturers believe GenAI can help them fix bugged software code more quickly than currently possible.
3. GenAI in managing inventory levels and purchasing cycles
Checking inventory levels of raw materials components in warehouses is another big GenAI use case. "Manufacturers can look at the historical data of how much raw materials cost in the past and can suggest best period times for purchasing,'' Iversen said.
AI can also be used to streamline warehouse operations, ensuring the right levels of inventory and that duplicate components are not being purchased, he said.
4. Autonomous vehicles
The deployment of autonomous vehicles (AVs) is at varying stages. Automaker Rivian has integrated AI prediction technology into its R1T pickup truck and R1S SUV and has initiatives underway to integrate traditional AI and GenAI inside its vehicles.
However, the technology remains nascent for AVs due to AI's inability to make cause-effect challenges, according to Automotive News. General Motors, for example, has halted plans to develop its fully autonomous Cruise Origin, which was being designed without a steering wheel or other human controls.
British automaker Bentley is also exercising caution on AVs, focusing on plans to implement Level 2 autonomous systems, which take over controls, such as assisting with remote parking, steering and managing speed, but require the driver to stay focused on the road at all times.
What makes an AI use case practical in manufacturing?
The strongest manufacturing AI projects typically share a few characteristics:
a clear operational or financial outcome
high-quality, structured data
defined human oversight requirements
a realistic deployment path inside existing workflows
5. Forecasting demand to optimize the supply chain
During the COVID-19 pandemic, a food products distributor reimagined its supply chain by implementing demand forecasting instead of relying on historical data. The company worked with Accenture to develop an AI system that utilizes new data and modeling techniques to improve demand sensing. Using internal data, such as sales and inventory, along with external data, including weather and restaurant reservations, the company gained more visibility and flexibility to anticipate supply chain disruptions.
The AI system has not only enabled the distributor to manage its supply chain more effectively, but also be better prepared for future disruptions.
6. GenAI for documentation
AI can be used to create frontline worker documentation -- i.e., a consolidated list of all machines and standard operating procedures on how to handle issues, Iversen said. A worker can audibly ask or type into a GenAI tool a question about what to do if a machine isn't operating at the correct output, and the tool gives a reason why, he said.
"Let's say a machine is overheating, [the tool] will give you step-by-step instructions on here's what you should do,'' he said. "It's a time-saving mechanism to reduce errors in the manufacturing line as it pertains to machines."
7. GenAI in CAD product design
The first manufacturing use case for GenAI software was in computer-aided design (CAD) software, according to Iversen, and now, 70% of manufacturers are using the technology for discrete processes.
Manufacturers are seeing a lot of productivity gains here mainly in time savings. "If I was designing a product and didn't want to start from scratch, I can upload the previous designs I've worked on that are similar and add parameters, such as 'don't exceed this amount of material,' or 'it has to be able to withstand this amount of sheer force and strain,'" he said.
In response, the GenAI tool produces between one and 100 design solutions that accurately fit into those parameters.
8. Predictive maintenance
Predictive maintenance "is going to be a huge AI use case," Iversen said, and it's been rolled out by a handful of manufacturers. But it's not a top use case yet, in part because it does not typically require GenAI. "If you have a robust [manufacturing execution system] or data analytics solution, you can already pretty effectively understand when a machine will have downtime, the root cause for why it's occurring and get some insight into how to fix the problem," he said.
Challenges of implementing AI in manufacturing
Data quality
Like in any industry, better data management is needed to fuel AI and empower teams. The Rockwell report found that respondents are "using data to fuel AI/ML and optimize processes. However, those surveyed believe their own organizations use less than half of collected data effectively."
"AI needs terabytes of data generated by and collected from a broad range of sources: enterprise systems, machine sensors, connectivity infrastructure and human workers," according to the McKinsey report. Indeed, the most advanced front-runners in AI deployments are ahead because they "had the foresight to make investments and take on risks involved in building the data foundations that are needed to power AI technologies and unlock their potential impact," the report stated.
Focusing on building high-quality, clean, structured, application-specific data sets will help unlock various AI use cases.
Reece HaydenPrincipal analyst, ABI Research
EY's Lulla agreed. To truly scale AI, you need accurate, trusted data, he said -- and you need to know which data is needed for the business case at hand. When implementing AI for clients, the first thing EY looks at is the business outcome. "Based on that, we define what data we need to deliver on the AI use case, including historical data and its quality," he said. "Most companies don't have the right data, or it takes a lot of manual effort to put that in place."
He cited a company EY worked with that built protective sheets for kitchen countertops and was experiencing massive product recalls. "We needed a lot of different data, for example, conditions or parameters that affect the process," Lulla said, to do the analysis. This included temperature, pressure and speed, as well as configuration settings for the equipment, real-time sensor data, historical time-series data, operator event logs and final inspection results.
"What we found was the final inspection was done manually and the quality inspectors did not capture reason codes for failure, such as color or gauge defects, and thus, the AI model could not be trained to predict quality problems accurately until the process was fixed to capture this data,'' Lulla said.
Operational risk
ABI Research's Hayden singled out operational risk as the biggest challenge of AI in manufacturing, especially when generative AI is involved.
"Most manufacturing operations are critical, which means accuracy, reliability, security, privacy, availability and latency are all vital,'' he said. "Generative AI models remain immature, highly generalized with limited accuracy, which makes them ineffective for these applications."
In addition, given the size and memory burden of generative AI models, it is challenging to deploy them at the edge, where most manufacturing applications are deployed, Hayden said, adding that, eventually, GenAI will scale for edge deployments.
GenAI: Not there yet
There are a lot of applications for GenAI in the areas of machine vision, industrial IoT and digital twins, but for now, Iversen's interviews with manufacturers indicated they are focused on the most "pragmatic use cases," he said -- projects that yield the fastest and best results. "And, right now, they are what will save employees time."
He predicted it will be another six months to a year before companies broaden their use of GenAI.
Hayden agreed. There are "very, very limited generative AI deployments outside of back office," he said, explaining that GenAI is "not yet suitable for mission-critical use cases." This is because data sets are not sufficient to train and fine-tune GenAI models. Additionally, GenAI is still reliant on humans, "given the high risk of deployment," Hayden said.
Eventually, the data bottleneck will be addressed. In the meantime, he advised companies to get their data in order.
"Focusing on building high-quality, clean, structured, application-specific data sets will help unlock various AI use cases," he said.
Manufacturers are finding the most value in AI when use cases are tied to clear business outcomes, strong data foundations and realistic deployment plans. While some advanced applications remain early, practical uses in areas such as forecasting, documentation, design and maintenance are already showing where AI can improve manufacturing operations.
Editor's note:This article was lightly updated to reflect current AI use cases, examples and deployment considerations in manufacturing.
Esther Shein is a veteran freelance writer specializing in technology and business. Former senior writer at eWeek, she writes news, features, case studies and custom content.

 Sachin Lulla
Sachin Lulla
 Reece Hayden
Reece Hayden
 James Iversen
James Iversen